Tubería JCO
Inspección de tuberías con detector ultrasónico de fallas
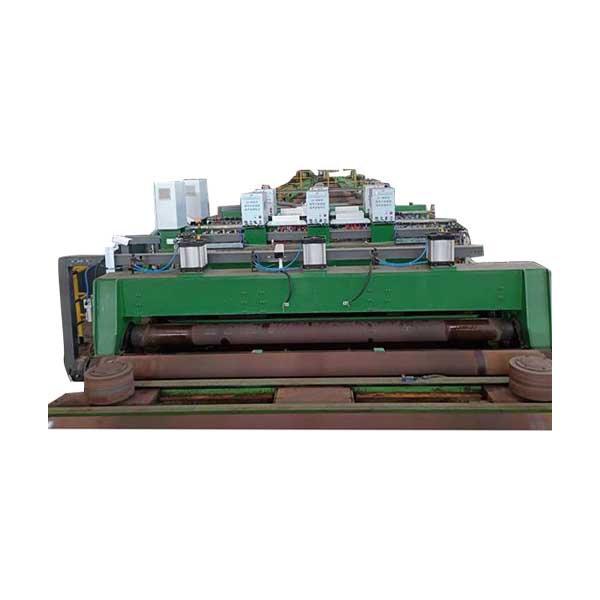

Sistema de inspección de tuberías con detector ultrasónico de fallas de la línea de producción de tuberías jco/jcoe/lsaw Proceso de detección de fallas
La grúa magnética coloca la placa de acero en la mesa de rodillos → Controles PLC para llevar la placa de acero al área de detección de fallas → Centrado de la placa de acero → Iniciar la placa de acero hacia adelante → Humedecimiento previo de la placa de acero → Detección de fallas al 100 % de 150 mm en el cabezal de la placa de acero → 80 mm 100 % de detección de fallas en el borde de la placa de acero → 100 % de detección de fallas en el peine central → 150 mm 100 % de detección de fallas en la cola de la placa de acero → limpiar, secar al aire → descargar → fin del proceso de detección de fallas → esperar al próximo ciclo.



Sistema de inspección de tuberías con detector ultrasónico de defectos de composición y función de la línea de producción de tuberías jco/jcoe/lsaw
Dispositivo de desempolvado y eliminación de óxido para placa de acero: antes de la inspección, la superficie de la placa de acero se limpia eliminando el óxido y el polvo.
Cadena de arrastre de línea de seguimiento: varios cables y líneas de control requeridos por el equipo adoptan cadenas de arrastre de plástico de ingeniería de tipo riel de cadena con placas protectoras, que protegen en gran medida varios cables y pueden proteger varias interferencias dañinas.
Dispositivo de humectación previa: humedezca previamente la superficie de la placa de acero para garantizar el acoplamiento de la detección de fallas.
Rodillos de presión: hay dos grupos de rodillos de presión antes y después del marco de la sonda para aumentar la estabilidad de la placa de acero, hacer que la placa de acero y la sonda se acoplen mejor y evitar que la placa de acero afecte el efecto de detección de fallas debido a golpes.

Sistema de inspección de tuberías con detector ultrasónico de fallas de la línea de producción de tuberías jco/jcoe/lsaw Descripción del proceso de control
(La mesa de rodillos en el área de detección de fallas, el dispositivo de accionamiento de la mesa de rodillos delantera y trasera, el convertidor de frecuencia, el elemento de detección y el cable de control serán proporcionados por el comprador, y el control y la operación serán responsabilidad del vendedor)
La placa de acero es transportada por la mesa de rodillos al frente del área de inspección → El control del PLC conduce la placa de acero al área de inspección → Se completa el centrado de la placa de acero → Comienza a avanzar la placa de acero → El sensor final de la placa de acero detecta el cabezal de la placa de acero → la placa de acero está prehumedecida y el rodillo de presión frontal se basa en el cabezal de la placa de acero. La posición cae → la placa de acero avanza hacia el área de detección de cabeza y cola y se detiene, y se lleva a cabo la detección de defectos del 100 % de 150 mm de la cabeza de la placa de acero → el rodillo de presión trasero cae de acuerdo con la posición de la cabeza de la placa de acero → el la placa de acero avanza hacia el área de detección de fallas del borde, y el borde de la placa de acero mide 80 mm para una detección de fallas del 100 % → la placa de acero avanza hacia el área central de detección de fallas, la sonda en el medio se deja caer para una detección de fallas del 100 % similar a un peine → de acuerdo con la posición de la cabeza de la placa de acero, el marco de secado de aire se cae, el ventilador se enciende → el extremo de la placa de acero es detectado por el sensor al final de la placa de acero → el prehumedecimiento se detiene, y el rodillo de presión frontal se eleva según la posición del extremo de la placa de acero. Elevación → La placa de acero avanza hacia el área de detección de cabeza y cola y se detiene, y se lleva a cabo la detección de defectos del 100 % de 150 mm de la cola de la placa de acero → El rodillo de presión trasero se eleva de acuerdo con la posición de la cola de la placa de acero → El lateral la inspección se detiene y vuelve a la posición original → Según la posición de la cola de la placa de acero, la sonda central se levanta → Y la cabeza, la cola y ambos lados de la detección de fallas → Según la posición de la cola de la placa de acero, el aire el marco de secado se levanta, el ventilador se detiene → el material se descarga → el proceso de detección de defectos ha terminado → espere el próximo ciclo.
Como una de las máquinas/equipos profesionales de la línea de producción de tuberías JCO, este producto juega un papel muy importante. Si desea saber más sobre las máquinas/equipos de la línea de producción de tuberías JCO, puede hacer clic para ver los detalles o contactarnos directamente.
Navegación
- Línea de producción de fregaderos
- Equipo de producción principal
- Caja de almuerzo de papel de aluminio
- Tubería JCO
- Línea de producción de postes de luz
- Línea de producción de tanques de agua/tanques de aceite
- Línea de producción de recipientes a presión pequeños
- Línea de producción de tanques LPG
- Línea de producción de pantallas
- Línea de producción de calentadores de agua
- Línea de producción de acero H
- Línea de producción de puertas de acero
Noticias
- Forjando Excelencia: Proceso y Optimización de Línea de Calentadores de Agua
- Cómo funciona la máquina de enrollado para curvar la pieza de trabajo
- Cómo prolongar la vida útil de la unidad de tuberías soldadas
- Especificación para el mantenimiento general de las prensas
- Solución de producción para línea de producción de carretillas
Contáctenos
teléfono:0086-13394110095
Facsímil:+86-411-39569826
Teléfono móvil :0086-13394110095
Correo:[email protected]
Dirección:No. 20 Gangwan Street, distrito de Zhongshan, ciudad de Dalian, provincia de Liaoning