Линия производства труб JCO
Ультразвуковой дефектоскоп системы контроля труб
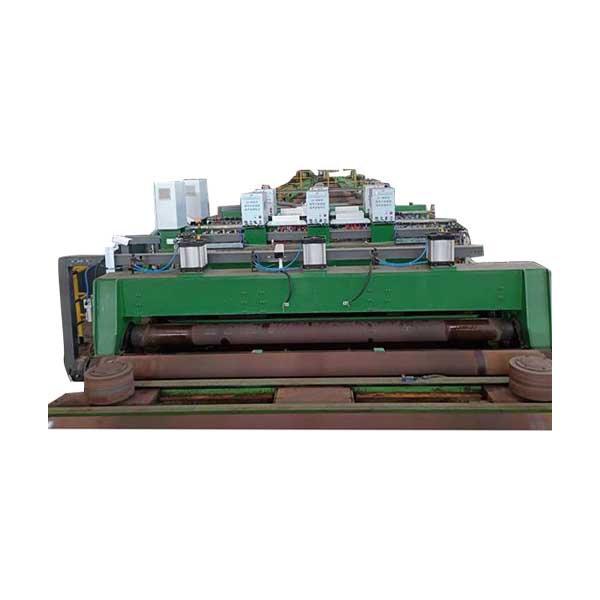
Ультразвуковой дефектоскоп системы контроля труб производственной линии jco/jcoe/lsaw процесс дефектоскопии
Магнитный кран укладывает стальной лист на роликовый стол → ПЛК управляет перемещением стального листа в зону обнаружения дефектов → центрирование стального листа → запуск стального листа вперед → предварительное смачивание стального листа → 150 мм 100% дефектоскопия на головке стального листа → 80 мм 100 % дефектоскопия на краю стального листа → 100 % дефектоскопия в среднем гребне → 150 мм 100 % дефектоскопия на задней части стального листа → протирание, сушка на воздухе → разрядка → окончание процесса дефектоскопии → ждать следующего цикла.



Ультразвуковой дефектоскоп системы контроля труб производственной линии jco/jcoe/lsaw состав и функции
Устройство обеспыливания и удаления ржавчины со стального листа: перед проверкой поверхность стального листа очищается от ржавчины и пыли.
Сопровождающая цепь: различные кабели и линии управления, необходимые для оборудования, используют цепные направляющие из конструкционного пластика с защитными пластинами, которые значительно защищают различные кабели и могут защищать от различных вредных помех.
Устройство предварительного смачивания: Предварительно смочите поверхность стального листа, чтобы обеспечить сцепление дефектоскопии.
Прижимные ролики: есть две группы прижимных роликов до и после рамы датчика для повышения стабильности стальной пластины, улучшения сцепления стальной пластины и датчика и предотвращения влияния стальной пластины на эффект дефектоскопии из-за биений.

Ультразвуковой дефектоскоп системы контроля труб производственной линии jco/jcoe/lsaw описание процесса контроля
(Роликовый стол в зоне дефектоскопии, приводное устройство переднего и заднего рольганга, преобразователь частоты, элемент обнаружения и кабель управления предоставляются покупателем, а ответственность за управление и эксплуатацию несет продавец)
Стальной лист транспортируется рольгангом к передней части зоны контроля → управление ПЛК перемещает стальной лист в зону контроля → центрирование стального листа завершено → запуск стального листа для движения вперед → датчик конца стального листа обнаруживает головку стального листа → стальной лист предварительно смачивается, а передний прижимной ролик опирается на головку стального листа. Положение падает → стальная пластина продвигается к области обнаружения головы и хвоста и останавливается, и выполняется дефектоскопия 150 мм 100% головки стальной пластины → задний прижимной ролик падает в соответствии с положением головки стальной пластины → стальная пластина продвигается к области обнаружения краевых дефектов, а кромка стальной пластины составляет 80 мм для 100% дефектоскопии → стальная пластина продвигается к центральной области дефектоскопии, датчик в середине опускается для гребенчатого 100% дефектоскопии. → в соответствии с положением головки стальной пластины рама сушки воздуха опускается, вентилятор запускается → конец стальной пластины определяется датчиком на конце стальной пластины → останавливается предварительное смачивание, и передний прижимной ролик поднимается в соответствии с положением конца стальной пластины. Подъем → стальной лист продвигается к области обнаружения головы и хвоста и останавливается, и выполняется 100% дефектоскопия 150 мм хвоста стального листа → Задний прижимной ролик поднимается в соответствии с положением хвоста стального листа → Боковая сторона проверка останавливается и возвращается в исходное положение → В соответствии с положением хвоста стальной пластины средний зонд поднимается → головка, хвост и обе стороны дефектоскопии → В соответствии с положением хвоста стальной пластины воздух сушильная рама поднята, вентилятор остановлен → материал выгружается → процесс дефектоскопии завершен → дождитесь следующего цикла.
Являясь одной из профессиональных машин/оборудования JCO для производства труб, этот продукт играет очень важную роль. Если вы хотите узнать больше о машинах / оборудовании для производства труб JCO, вы можете нажать, чтобы просмотреть подробности, или связаться с нами напрямую.
Навигация
- Линия производства моек / раковин
- Линия производства тачек
- Линия производства контейнеров из алюм. фольги
- Линия производства труб JCO
- Линия производства фонарных столбов
- Линия производства танков масляных / водяных
- Линия производства малых сосудов под давлением
- Линия производства резервуара для СУГ
- Линия производства сеток
- Линия производства водонагревателей
- Линия производства двутавров
- Линия производства стальных дверей
Новости
связаться с нами
телефон:0086-13394110095
Факсимиле:+86-411-39569826
сотовый телефон:0086-13394110095
Почта:[email protected]
адрес:No. 20 Ганвань улица, район Чжуншань, город Далянь, провинция Ляонин